

电子烧结模具的设计变更
在电子烧结模具制作中运用快速电子烧结模具办法?
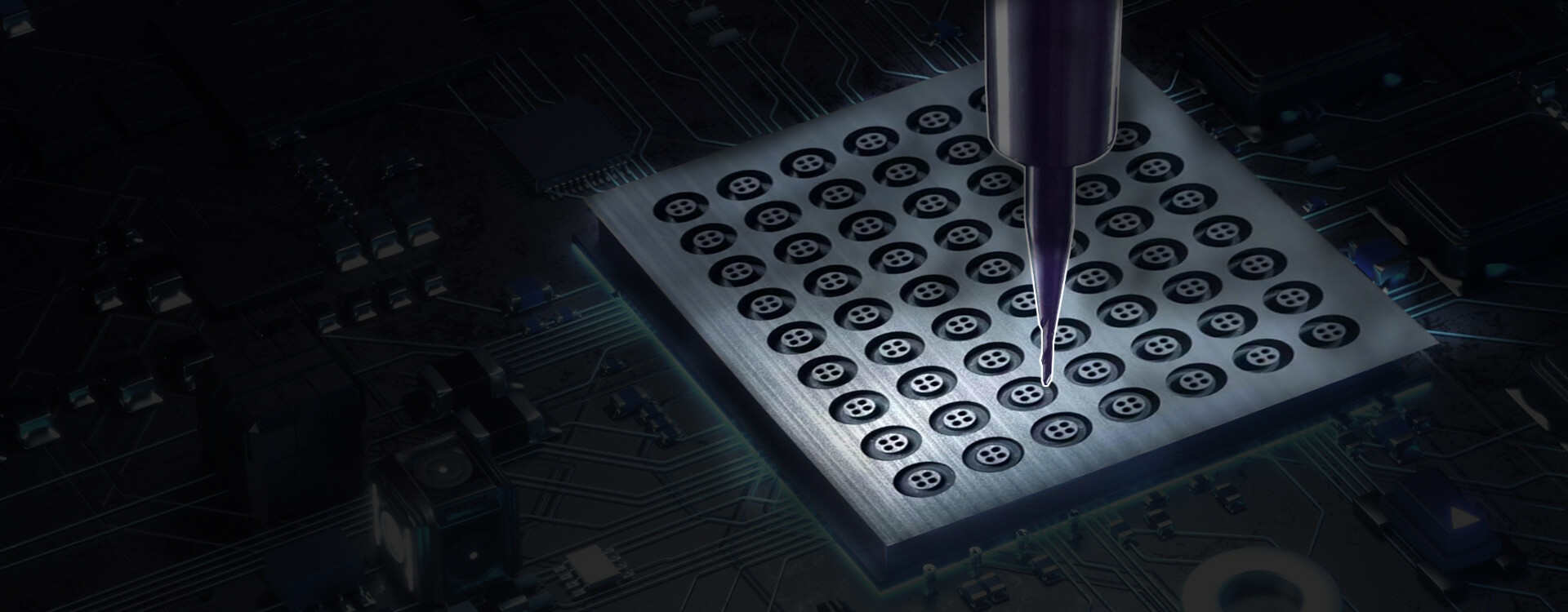
在上面所提及的这些益处能够由不同的快速电子烧结模具制作办法来完成。一个简略的办法了制作电子烧结模具的型芯(或称模仁)再装入规范的模框或模板中,模板通常用传统机床来加工,这样做是很实际的,仅需求较少的加工,而将由DMLS制做的模仁直接装入模架再上注塑机,也便是说不需求太多手工修配,十分便利,如下图7所示:
模板的加工a左为机加工的铝材质模仁及DMLS制做的镶件,b右为带有DMLS制做滑块及其附件的电子烧结模具。DMLS通常与其它常用的电子烧结模具加工办法一起组成叫做“混合型”的制作工艺,这样就有变化多样的使用。
例如像手机的一件外彀就带有一半杂乱的型芯型状(内部结构),另一半是简略的自由曲面的型腔(可见的外观)。在型芯模仁上选用DMLS制作而在型腔模仁上用传统铣削,关于一些相对很杂乱的小零件也就用DMLS制作出来再装配到铣好的模腔中,上图7左a的铝模便是这样的比方。
在环氧树脂浇铸模上也能够选用此种相似的办法。就算再杂乱再困难的电子烧结模具零件都能够用DMLS来做,比方在环氧树脂浇铸模中有不足以支持充模压力的薄壁部分的强度。DMLS资料在电子烧结模具的各种部件都有多种的用途,比方上图7右b它能够用来制作滑块及压板等,为了防止磨损,相互运动的部件选用不同的DMLS资料,智能电子烧结模具概念也是从本钱效益的目的上来优化水路的。
下图8是也随形冷却电子烧结模具的比方:随形冷却的比方a左为PE吹塑瓶模,由于瓶的颈部壁较厚,传统的冷却限制着出产周期和出产率,而选用DMLS工艺制作一个小镶件来快速冷却颈部镶件,这样就能够使出产周期从15秒降到8或9秒,改善了近70%的出产效率,但不会造成任何质量上的献身。b中为一个从后模顶出结构上考虑冷却的镶件,旨在带走浇口附近的大量的热,这样也降低了三分之二的出产周期。
c右为包含了一种螺旋形状的随形冷却的模芯,比较起来模芯相应地在尺寸上也减小了一半。加工这样较小的零件是很经济的,先放在EOSINT M270系统上加工,胶位顶部留下0.3mm的余量再用传统抛光等精加工到达所要的表面纹路。
DMLS也常用于电子烧结模具的设计变更或对损毁零件的修正上。